
 Blue
Blue Green
Green White
White Red
Red
High accuracy
Consistent results with minimal false calls
Tecnologías
Cada clasificadora Mayson se configura desde las capas de inspección que su material realmente necesita — imagen de luz visible, reconocimiento asistido por AI, inspección multi-vista, control de iluminación y eyección, y reconocimiento de material por infrarrojo cercano (NIR). No cada máquina usa todas: la combinación correcta se selecciona para la corriente, las clases de rechazo y la línea en la que opera. Cada sección a continuación expone lo que la tecnología puede ver, dónde encaja y cómo se confirma el resultado con su propio material.
Cómo trabajan juntas
Cada página de tecnología explica qué hace la capa de inspección, dónde encaja y cómo se conecta con los productos y materiales que soporta.
Tecnología óptica
Visible-light analysis identifies material by color, contour, gloss, and surface variation.High-speed inspection supports recipe-based classification and precisely timed rejection.
Consistent results with minimal false calls
Stable performance in demanding environments
Programs tuned to real material samples
Data-rich insight for quality control
Reconocimiento inteligente
Modelos vinculados a recetas trabajan junto a reglas de clasificación convencionales para reconocer clases de defecto sutiles, variables o difíciles de parametrizar con mayor precisión.
Cómo funciona
su equipo construye categorías de defecto desde imágenes de muestra reales y experiencia de producción, no presets genéricos.
las reglas de reconocimiento y la lógica asistida por modelo se ajustan alrededor del material objetivo y sus clases de rechazo, para que cada decisión sea explicable.
el texto público se mantiene mesurado hasta que se revise evidencia específica del producto; el modelo asiste al operador en lugar de reemplazar el juicio.

Qué identifica
Materiales adecuados
Alcance de aplicación
Arquitectura de inspección
Múltiples puntos de vista sincronizados revelan superficies, bordes y defectos dependientes de la orientación que un solo ángulo de cámara puede pasar por alto — construyendo una comprensión más completa de cada producto.
Cómo funciona
las cámaras se posicionan alrededor del producto para que cada ángulo exponga una superficie visible diferente, ajustada a su geometría y flujo.
las vistas se combinan en un mapa de visibilidad de superficie para que las señales de defecto se verifiquen entre ángulos, no se juzguen desde uno solo.
una pieza solo se clasifica una vez que las superficies que importan son visibles y se cumple el umbral de confianza.

Qué identifica
Materiales adecuados
Alcance de aplicación
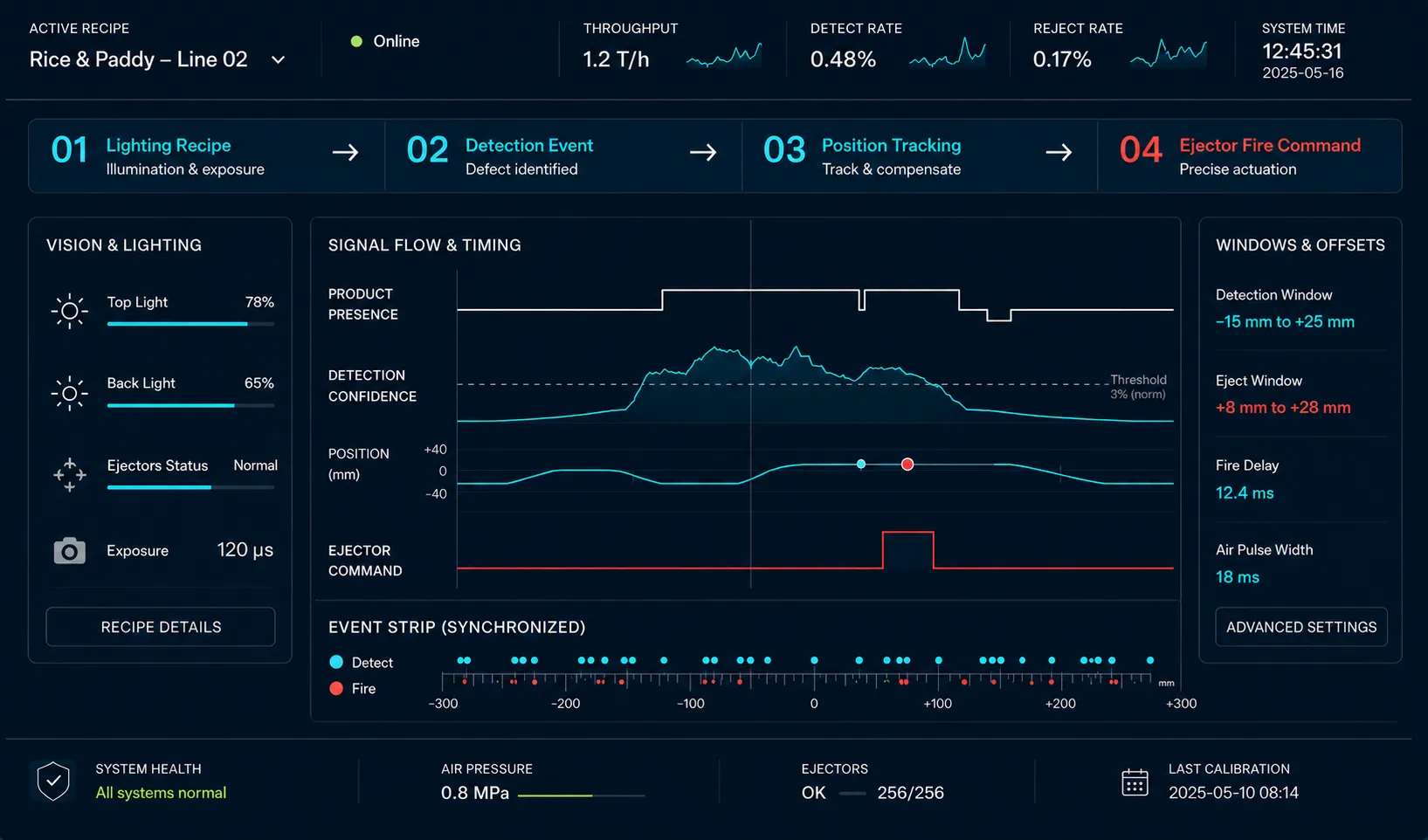
Capa de control
La capa de control práctica que sincroniza visibilidad de inspección, cronometría de decisión y activación de rechazo para una clasificación consistente y precisa.
Cómo funciona
la iluminación de precisión revela defectos objetivo y reduce la ambigüedad visual entre diferentes materiales.
detección, posición de partícula y activación se sincronizan al milisegundo para que el pulso correcto encuentre la partícula correcta.
la activación por aire comprimido se ajusta para extraer limpiamente la corriente de rechazo sin perturbar el producto aceptado.
Qué identifica
Materiales adecuados
Alcance de aplicación
Tecnología espectral
El análisis de infrarrojo cercano (NIR) identifica el tipo de polímero midiendo la respuesta espectral a través de múltiples longitudes de onda — permitiendo clasificación de plásticos de alta velocidad y precisión.
Cómo funciona
cada polímero tiene una firma espectral distinta que se captura en el rango de infrarrojo cercano.
el barrido espectral amplio separa plásticos que se ven idénticos al ojo humano o a una cámara de color.
en milisegundos cada partícula se clasifica y enruta, para que la clasificación mantenga el ritmo de velocidad de producción.

Qué identifica
Materiales adecuados
Alcance de aplicación
Prueba de material
Envíe una muestra representativa y le mostraremos qué ruta de inspección encaja mejor con el material, el objetivo de salida y la línea de producción.